标准品牌,用心服务
电话:021-64208466
传真:021-67801892-810
邮箱:info@standard-groups.com
地址:上海市闵行区金都路4299号D幢1833号
邮编:201615
碳弧气刨对P91钢及其焊缝的影响
发布时间:2019-10-21 点击次数:
碳弧气刨是使用碳棒或石墨棒作 电极 , 与工件间产生 电弧将金属熔化 , 并用压缩空气将熔化金属 吹除 ,从而在金属上刨削出特定形状的一种热加工工艺 。 由于具有设备结构简单 、 操作灵活 、 加工效率高等优点 ,而且在清除焊接缺陷时 , 操作者可清楚地观察到 电弧下缺陷的位置和形状等特征 , 因此碳弧气刨 被广泛应用于 焊 接 生 产 中, 用 来 加 工 坡 口 、 清 根 、 去 除 缺 陷等‘1'3]。 但碳弧气刨具有烟尘大 、 噪音大 、 弧光辐射强等缺点 ,且操作不当时易引起刨削面缺陷。 P91 钢具有较高的疲劳强度和 良好的抗氧化性能以及优 良的抗高温蠕变性能, 被广泛应用 于火力发 电机组集箱和管道部件中 , 其使用温度可达 600 ℃ 以上 ,能 够 代 替 部 分 不 锈 钢 使 用 , 显 示 出 优 异 的 综 合 性能[4-6]。 由于 P91 钢具有 较高的合金元素含量 (其中 Cr为 8.00%~9.500/0 ), 因此在生产制造过程 中需严格控制母材及焊缝金属 的 C 含量 , 以 防过量低熔点间隙化合物 M23C6 等在晶界析出 , 造成材料性能降低甚至失效。 碳弧气刨过程中的碳或石墨 电极会随刨 削 的进行而不断烧损 , 并与熔化金属 一起被 吹 除或凝 固于刨削表面。 通过 P91 钢 的碳弧气刨试验 , 分析碳弧气刨对 P91 钢及其焊缝性能的影响。
1 试验材料与方法
分别对 P91 钢管和焊缝进行碳弧气刨 , 并对碳弧气刨后 的焊缝进行消应 力热处理 (740~770 ℃ , 保温
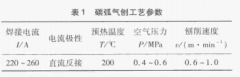
5 h), 模拟生产过程中对 P91 钢管或其焊缝使用碳弧气刨进行加工及返修过程使用 碳弧 气刨 。 针 对每种情况下材料表面进 行硬 度测 量 。 测 量硬度 时 在 一 条直线上每间 隔 10 mm 测 量一点 , 每种情况下 测 量 10点。 并对碳弧气刨后的截面进行金相 观察 , 观察热影响 区 的宽度及组织 。 碳弧气刨使用的工艺参数如表 l所示。
试验材料为 P91 钢大 口 径管 , 规格为 +457 mm × 45 mm , 化学成分如表 2 所示。 试验采用埋弧焊焊接制成的焊缝试样 , 焊丝牌号 US - 9Cb , 直径 咖3.2 mm , 焊剂 PF200S 。

碳弧气刨使用 的 电源为 ZX5 - 630 型 弧焊 电 源 。电极材料为碳棒 , 直径 咖8 mm , 长度 f_355 mm 。 表面硬度测试使用的是 TH160 型里氏硬度计。 金相检验采用 的是 Axiovert 200 MAT 蔡司金相显微镜。 采用 Apol-10 300 扫描电镜进行 SEM 和 EDS 分析。
2 试验结果与分析
2.1 表面硬度分析
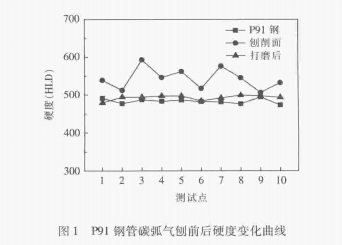
采用碳弧气刨在 P91 钢管表面刨削 , 将钢管表面刨削 出一 凹槽 , 为便于进行硬度测 量 , 将 凹槽底部刨削平整 。 图 1 为 P91 钢管表面硬度变化曲线 , 其 中包括碳弧气刨前钢管表面硬度 、 碳弧气刨后 的刨 削面硬度 和经砂轮打磨后 的刨 削 面硬度 曲线 。 从 图 中可 以看 出 , 碳弧气刨 前钢管表面各测 量点硬 度 值较一致 ,仅在 473~494 HLD 范 围内小幅波动。 而经碳弧气刨加工后 , 其刨 削 面硬度值 明显升高 , 且各测 量点硬 度值在较大范围内波动。 采用 砂轮将刨削面打磨见金属 光泽后 , 其硬度值又恢复到未进行刨削加工前的范围内。
采用埋弧焊方法将 P91 大 口 径管对接焊后对焊缝进行碳弧气刨 , 然后按焊缝消应力热处理工艺对试件进行热处理。 图 2a 为消应力热处理前焊缝经碳弧气刨加工前后 的硬度值。 从图 2a 可 以看出 , 消应力热处理前焊缝硬度值比 P91 母材要高约 200 HLD 。 而经过碳弧气刨后刨削面的硬度更是 出现大幅波动 , 其最大硬度值可达 774 HLD , 而最小硬度值则为 609 HLD 。 刨削面经砂轮打磨后 , 其硬度值即恢复到与碳弧气刨加工前焊缝表面硬度相 当的水平。 图 2b 为碳弧气刨加工的焊缝经消应力热处理后硬度 变化曲线。 消应力热处理后焊缝硬度值 比热处理前明显降低 , 且与 P91 钢管母材表面硬度值相当。 刨 削面经消应力热处理后 的硬度也同样出现较大幅度 波动 , 其最大值与最小值之差为 130 HLD 。 而刨 削面经砂轮打磨见金 属 光泽 后 ,其硬度值即恢复到与碳弧气刨加工前焊缝表面硬度一致水平。 以上结果表明 , 无论是否进行消应力热处理 ,焊 缝经碳弧气刨后硬度值均会升高 , 且硬度分布极其不均匀 , 刨削面出现硬化层 , 这种硬化层厚度并不大 ,经砂轮打磨见金属光泽便可将其去除。 消应力热处理会使焊缝及刨削面硬度值降低 , 但不会使刨 削 面硬化层消失。
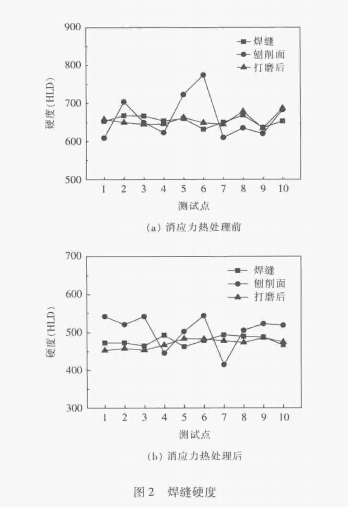
此外 , 通过图 2 的试验结果对比分析可 以看出 , 在经历消应力热处理后 , 焊缝及刨 削面 的硬度值均有所降低 , 主要原因是在消应力热处理的作用下 , 材料内部残余应力减少 ,硬度随之降低, 但刨削面的硬度值仍然比焊缝高。
刨削面的打磨试验证实, 打磨刨削面见金属 光泽后其硬度值便会恢复 到 与碳弧气刨前相 当的水平 , 说明碳弧气刨 过程 中在刨 削 面产生 的硬化层厚度并不大。 这是由于对 P91 钢管或焊缝采用碳弧气刨 加工时 , 大部分渗入碳元素的液态金属会立刻被压缩空气吹除 , 仅极少一部分会凝 固在刨削表面形成硬化层。因此, 碳对刨削面 的作用是十分微弱 的 , 研究表明‘7],在不锈钢材料中使用碳弧气刨 , 其渗碳层厚度也不超过 O.ll mm 。
2.2 微观组织分析
图 3 为 P91 钢 管母材碳弧气刨后 的截面照 片 , 其热影响区宽度范 围为 0.4~1.2 mm , 显然 比焊条电弧焊的热影响区要窄。
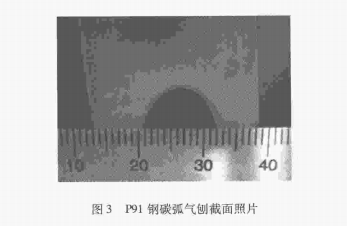
这是由于碳弧气刨 时, 被刨金属从加热熔化到被压缩空气吹走整个过程在极短的时间内完成 , 虽然刨削热输入量较大 ,但刨削速度较快 , 电弧对被刨材料作用时间短 , 而熔化的高温液态金属很快就被吹走 , 不能继续对母材施加热作用 , 因此碳弧气刨 的热影响 区较窄。
图 4 为 P91 钢管碳弧气刨 热影响区 的金相照 片 ,刨削热影响区 与 P91 钢母材均为马 氏体组织 , 但不 同于焊接热影响区的是刨削热影响区 的晶粒比被刨母材及焊接热影响区均要细小。
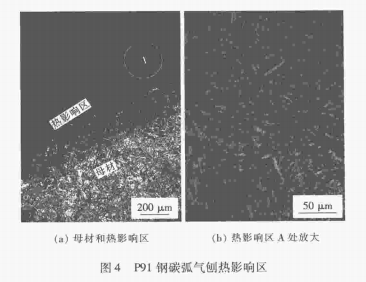
这是由于压缩空气 的冷却作用 , 热影响 区及其附近金属温度会迅速降低 , 晶粒没有充足 的时 间进一长大 , 这便导致刨削热影响区与 P91 钢母材产生差异。同时 , 这种热影响区与母材之间 的差别还会带来应力状态等方面的差异随], 但这种差异会在 P91 钢后续的焊接与消应力热处理中消失 , 因此 , 认为碳弧气刨热影响区 的存在不会降低材料性能给 P91 钢带来不利影响。
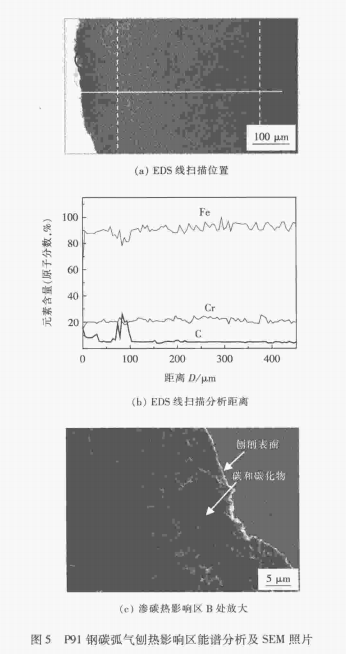
图 5 为 P91 钢碳弧气刨热影响区 EDS 能谱分析及
SEM 照片。 沿图 5a 中的 白色实线 , 从刨削表面向 P91钢母材内部进行 EDS 线扫描分析。 从图 5b 的线扫描结果可以看出 , 碳元素在距离刨削表面约 0.1 mm 范围内出现明显富集 , 而在其余部分的热影响 区 中未 出现碳富集的现象。 图 Sa 中的 I 即为渗碳的热影响区 , 该区厚度约为 0.1 mm , Ⅱ为未渗入碳的热影响区 。图 Sc 为渗碳热影响区的局部 SEM 照片 , 可 以看出该区域内部出现碳元素富集 的相 , 这与线扫描 的结果得到较好的吻合。 这说明在碳弧气刨 的过程 中电极 中的碳元素会以细颗粒状渗入被刨金属 中, 同时部分碳元素会与 P91 钢母材或是焊缝 中的大量存在的 Cr 等元素结合 , 在随后冷却过程中形成硬脆的 M23 C6 等金属 间化合物‘引, 导致刨削面硬度升高。综上所述 , 无论是 P91 钢管 自身还是其焊缝, 在经过碳弧气刨加工后刨 削 面硬度均会有不 同程度 的增加。 通过表面硬度和组织分析 , 产生这种现象的原 因主要有两点 :①在碳弧气刨过程 中 , 刨削表面的液态金属在压缩空气的作用下 , 快速冷却形成淬火马 氏体组织 , 晶粒细小 , 硬度较高;②对 P91 钢管或是焊缝进行碳弧气刨加工的过程 中, 由于电极 中的碳渗入到熔化的液态金属中,碳含量越高则材料硬度越大。 碳元素会与母材或是焊缝中的大量存在的铬等元素结合,在随后冷却过程中形成硬脆的 M23C6 等金属 间化合物旧1, 导致刨削面硬度升高。 然而 M23C6 是焊接生产过程中不希望过多出现的物质 , 它的危害十分巨大 , M23C6 析出后会使晶界附近区域贫铬 , 导致材料性能变差 , 使材料在服役过程中过早失效。 因此在生产过程中应严格控制碳元素对材料的影响 , 在采用碳弧气刨对 P91 钢或其焊缝进行加 工后必须将刨 削 面硬化层 去 除 , 避免M23 C6 等金属间化合物大量残留在材料中。 采用碳弧气刨对 P91 类材料进行加工 , 其对被刨材料的渗碳作用是极其微弱 的 , 在刨削面形成的硬化层 , 使用砂轮打磨见金属光泽 即可去除 , 而且碳弧气刨 的热影响 区要比普通焊接热影响区窄。
需要说明的是碳弧气刨 多为手工操作 , 若操作不当极易在材料 内部产生夹碳等缺陷, 给材料安全服役带来隐患 。 因此 , 应慎重使用碳弧气刨对 P91 钢进行加工 , 使用时应采用合理的刨削工艺 , 严格控制碳渗人材料内部 , 避免对母材或焊缝产生不利影响 , 且至少应打磨刨削面见金属光泽。
3 结 论
(1) 采用碳弧气刨 对 P91 类材料进行加工 , 会对被刨材料产生一定的渗碳作用 , 在刨 削面形成硬化层 ,但硬化层的厚度较薄 , 使用砂轮打磨即可将其去除。
(2)焊后消应力热处理可使 P91 钢焊缝及其刨 削面硬度降低 ,但不能使刨削硬化层消失 。
(3)碳弧气刨 的热影响区宽度在 0.4~1.2 mm 范围内 , 且其组织均匀细小 , 不会对 P91 材料的正常使用带来不利影响。 碳弧气刨工艺可 以在 P91 钢产品制造中适当使用。

